

發動機的重量在乘用車整車中占12%左右。發動機的輕量化,可以提高汽車動力性、節省材料、降低成本,并涉及整車的質量分布。發動機的輕量化必須保證在以工作可靠性和整車安全性為前提下,通過材料、工藝、結構的優化設計達到輕量化目標。
一、發動機輕量化途徑
發動機輕量化技術途徑是通過結構優化和使用輕質材料。
(1)通過拓撲優化分析相關零件結構并進行尺寸優化和形狀優化,降低零件重量并同時降低零件成本。
(2)通過不同零件功能組合,進行零件模塊化設計,減少零件數量,提高模塊通用性。
(3)采用先進的輕量化材料技術、加工設備及成型工藝技術實現汽車發動機產品零件的輕量化。
(4)在具體實施的過程中應采取概念設計先行,材料與工藝相輔相成的技術路線。
二、結構優化
目前在發動機設計研發行業里,發動機集成化、輕量化是設計的主流方向,同時,發動機零部件的結構創新和優化對裝備和工藝也提出了新的要求。下面列舉幾個結構創新的例子。
1.氣缸蓋集成排氣歧管
近年來,無論是大眾第三代EA888,還是現代的Kappa,又或是通用的Ecotec,在這些發動機上都不太容易找到排氣歧管。難道這些發動機都不需要排氣歧管嗎?其實這些發動機并沒有將排氣歧管拋棄,而是巧妙地將排氣歧管集合在了發動機缸蓋里,這樣從外部看起來發動機仿佛就沒有了排氣歧管(圖1紅色部分)。

圖一
由于這項技術將排氣歧管集成于氣缸蓋內,排氣歧管內的熱廢氣能夠更好地與缸蓋水套進行熱交換,這樣同是采用發動機冷卻水來冷卻,相當于冷卻系統多了一個熱源,能夠更快地實現暖機,減少冷啟動造成內部構件的摩擦,使發動機更快地進入高效工作狀態,從而達到降低排放,節省油耗的目的。
由于內置式氣缸蓋排氣歧管也起到了簡化發動機零部件的作用,從而能讓發動機減少3-5kg的重量,同時減少的重量位于發動機頂部,所以這對于整車的重心降低是有所裨益的。
日產汽車公司的VR30DDTT發動機機型的氣缸蓋將排氣歧管與原氣缸蓋集成為一體(見圖2)。由此,能在氣缸蓋的排氣出口處布置渦輪增壓器,使得催化器可布置在氣缸蓋附近。其結果表明,該舉措能大幅提升起動后催化器入口的排氣溫度,使催化劑活性時間減少50%左右。另一方面,在排氣溫度較高的條件下,利用氣缸蓋內的散熱能有效降低排氣溫度。

圖2
2.瘦身連桿
EA888發動機連桿的結構優化也十分明顯,在確保工件強度和剛性的前提下, 其桿部至圍繞大頭孔部分都進行了瘦身。若取桿部中截面觀察, 呈清晰的“工”字形。小大頭孔部的上、下端面,在極大多數情況下都為一組平行面, 經結構優化后的這部分形狀變成了鍥形。其他還有若干處也體現了去重、優化,如連桿小大頭孔凸緣部分的削薄處理以及取消孔內的銅套(見圖3)等。

圖3
3.空心凸輪軸
傳統的一體式凸輪軸采用單一的材料,通過鑄造或鍛造制坯后經多工序切削加工而成。而在凸輪軸輕量化工作中,主要是將其空心化。空心凸輪軸有三種方式:加工式空心凸輪軸、鑄造空心凸輪軸、組裝式空心凸輪軸。
上汽大眾EA888采用組合式空心凸輪軸。這種凸輪軸是由鐵基粉末冶金材料制成凸輪,然后用燒結或機械的辦法將凸輪固定在空心鋼管上。與鑄鐵件相比,中空裝配式凸輪軸減輕質量25-30%,在降低生產成本、提高整機性能等方面具有傳統凸輪軸無法比擬的優勢,越來越受到廣泛關注和重視,并成為凸輪軸制造技術的發展方向。
4.缸體鑄造油道
傳統缸體回油道是通過機械加工方式從缸體頂部打通到曲軸箱內部,對加工刀具的要求較高。同時缸頂較窄油孔直接對著曲軸,溜回的潤滑油直接到高速運轉的曲軸上,增加了曲軸的阻力。另外,回油道鑄造缸體對增加缸體的整體強度,增加缸體的抗變形能力起到很好作用,缸體就可以做得更緊湊。
發動機缸體鑄造成型油道是新型發動機的發展趨勢,這種缸體采用常規水平澆注很困難,目前采用組芯、立澆工藝較多。立澆工藝有兩種:一種是純組芯工藝,直接澆注,這種方法現場環境難以保證;第二種是組芯與造型線結合生產工藝,即建立殼芯生產線。
5.利用3D打印技術優化結構
雷諾卡車公司新設計了一款4缸5L發動機,由于一些零部件采用3D打印技術,其質量減少了120kg,并且相關零部件的耐久性已經得到測試驗證。截至目前,雷諾卡車公司的工程師已虛擬設計了完整的發動機,其搖臂和凸輪軸軸承蓋采用金屬3D打印制造,并在臺架上順利地對這款歐Ⅵ發動機進行了600h的測試。
3D打印制造技術給內燃機提供了全新的發展前景,使得制造商可以利用分層材料制造零部件,并減輕裝配操作強度和優化發動機部件數量。這種技術最大的好處是便于整合和優化零部件。雷諾卡車公司新開發的發動機,零部件數量減少200個,相當于減少了25%。工程師集成了80個缸體零件和45個缸蓋零件。與此同時,他們還優化了交流發電機和發動機線束的支架。
6.曲軸的輕量化
上汽大眾發動機曲軸的結構優化,已在技術允許的情況下把工件的減重、輕量化做到了極致。所采取的主要措施有:減少扇板數量,從傳統的8片減少到4片;減小扇板的寬度,并進行形狀優化;縮小主軸頸的尺寸,平均縮小10%,如對兩款系列產品中的一同類型發動機(1.6L MPI),EA111機型的主軸頸外徑為50mm,EA211則減為40mm;在每個連桿軸頸上加鉆了去重孔。其他細節上的結構優化還有很多。如此,兩者在自重上相比,新一代EA211發動機的曲軸重量較之EA111平均要減輕15-20%。
另據報道,天津一汽夏利內燃機制造分公司經過技術創新,在國內首先開發出主軸頸、拐頸為空的中空曲軸,使得曲軸重量降低15%。
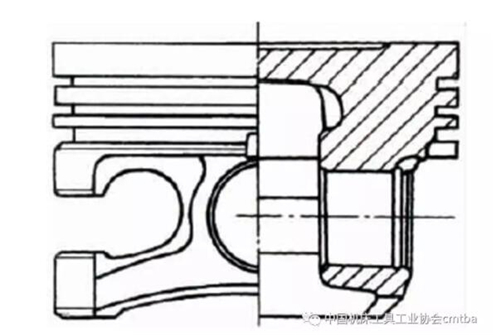
7.活塞的輕量化Borgo Nova公司為BMW轎車2.0L 6缸發動機開發了一種輕型X形活塞,在裙部、銷孔座及相應膨脹部位呈明顯的X形狀,如圖4所示。左側表示輕型X形活塞,右側為傳統收縮窗式活塞。X形活塞重量減輕100g,而其壓縮高度、連桿長度不變,同時活塞摩擦面積減小,從而降低了機械摩損和單位燃油消耗。整體組裝后,X形活塞比傳統收縮窗式活塞減重96g,即17.0%。
另外,一些發動機附件在輕量化方面也有文章可做,如博格華納量產的新型輕量化靜音鏈系統,在鏈條、張緊器、SIFF(Slide In Flat Face)中分別作了材料、設計及工藝的優化,幫助整個新型鏈系統減輕重量。其采用8mm/6.35mm鏈板材料的齒形鏈,在保持其強度、耐磨性及NVH特性不變甚至提高的情況下,減輕重量提高傳動效率。就鏈條本身而言,減輕25-30%的重量。鏈系統中的張緊器采用了優化設計方案,減輕10-20%重量。SIFF也減輕結構設計,并對工藝做了從注塑成形到擠壓成形的優化,其重量減輕30-40%。
三、材料創新
發動機輕量化在材料方面首先是考慮用鋁合金材料、鎂合金材料替代密度大的鑄鐵材料,在優化改進結構的基礎上實現結構更強,質量更輕。高強度結構鋼使零件設計得更緊湊和小型化,有助于汽車的輕量化,主要應用于氣門彈簧、齒輪、漲斷連桿等。鋁合金主要應用于氣缸體、缸蓋、活塞、進氣管、水泵殼、起動機殼體、搖臂、發動機支架、濾清器底座、齒輪室罩蓋、飛輪殼、油底殼等發動機零部件。鎂合金主要應用于鏈條室、氣門等。
根據美國鋁學會的報告,汽車上每使用0.45kg鋁就可減輕車重1kg,理論上鋁制汽車可以比鋼制汽車減重40%。
1.鋁合金加工中的工藝創新——缸孔噴涂技術
隨著汽車朝輕量化方向發展,鋁合金發動機在汽車行業的應用比例越來越高。由于鋁合金的耐磨性和力學性能不如鑄鐵,因此傳統的鋁合金發動機必須鑲嵌鑄鐵缸套,以提高性能。但是鑄鐵缸套的缺點在于缸套和缸體之間的封裝,由于兩種材料熱容性特征不同,會影響鋁質發動機缸體的耐用性。對此,國外已研發出一種新的工藝技術——缸孔噴涂技術,也可稱為無缸套技術。
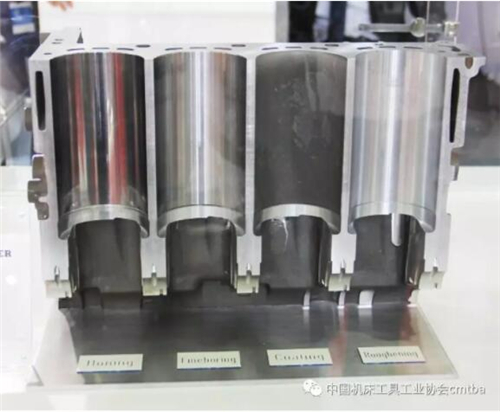
缸孔噴涂技術是采用熱噴涂技術(電弧噴涂或等離子噴涂)對經過粗化處理的鋁發動機缸孔內壁噴涂一層合金涂層或者其他復合材料,取代傳統的鑄鐵缸套(見圖5)。噴涂了涂層后的鋁合金缸體依舊是一體式缸體,涂層的厚度僅有0.3mm,具有降低發動機重量、降低缸孔與活塞的摩擦和磨損、提高熱傳導、降低油耗和二氧化碳排放等優點。
熱噴涂視頻
2014年,日產在1.6L 4缸MR16DDT發動機上采用了電弧噴涂的氣缸孔鏡面涂覆技術(MBC),MBC技術使用電弧噴射工藝替代等離子噴涂工藝。電弧噴射工藝可在氣缸工作表面上形成許多小的氣孔,即使沒有進行珩磨網紋槽加工,這些氣孔也會儲有潤滑油。其結果表明,采用表面粗糙度為Ra0.05μm級的鏡面精加工,除了能提高抗爆燃性能之外,對于降低氣缸孔與活塞間的摩擦也有良好效果。
2.蠕墨鑄鐵缸體缸蓋
蠕墨鑄鐵是一種高強度材料,它的力學性能和鑄造工藝性能介于灰口鑄鐵和球墨鑄鐵之間,很適合制造強度要求較高、且要求承受熱循環負荷的零件,如氣缸體、氣缸蓋。蠕墨鑄鐵的高強度,說明汽缸可以在壓力更高的環境下工作,更容易實現尾氣排放的要求;其次,發動機更能滿足輕量化的需求,更具緊湊性,從而更符合重型柴油機缸體材料的發展趨勢。一臺裝配好的蠕墨鑄鐵發動機的重量一般要比灰鑄鐵發動機輕9%左右。
國6階段的技術升級重點表現在熱效率、爆壓,噴射壓力的提升,后處理技術多樣化,動力多元化發展等領域。進一步提升發動機熱效率,是未來5-10年國內外發動機技術持續改進的重要方向之一。國6階段中國柴油機行業熱效率為46-48%,國6后將提升為50-55%。蠕墨鑄鐵的大量應用將助推國6階段的技術升級。現在,國內幾個大型柴油機企業開始批量應用蠕墨鑄鐵缸體缸蓋。
但蠕墨鑄鐵加工比較困難,對刀具的要求較高。造成蠕墨鑄鐵難以加工的原因主要有以下幾個方面:
(1)蠕墨鑄鐵熱傳導率較低,加工時產生的切削熱積聚在工件中,加劇刀具磨損。
(2)蠕墨鑄鐵零件的鑄造硬皮具有鐵素體結構,容易與刀具切削刃發生粘結作用。
(3)與灰鑄鐵不同,蠕墨鑄鐵中不含硫化物,無法像灰鑄鐵中的硫化物一樣,可以沉積到刀具切削刃上對刀具起到潤滑作用。
(4)在蠕墨鑄鐵的鑄造工藝中,加入了鈦作為合金元素,會產生了強度較高的鑄造外皮,同時在整個鑄件中形成了具有磨蝕性的游離碳化物,也對其可加工性以及刀具壽命產生不利影響。
(5)蠕墨鑄鐵強度較高,一般要比灰鐵加工高30%左右的切削功率。
由于上述原因,用于切削蠕墨鑄鐵的刀具壽命通常只有切削灰鑄鐵刀具壽命的一半,甚至更低。
3.非金屬材料的應用
發動機材料大部分為優質鑄鐵、結構鋼或鋁合金,但隨著材料技術的發展,一些復合材料也開始在發動機上應用。
發動機油底殼作為儲油槽的外殼,用于收集和儲存潤滑油并保證散熱。目前,絕大多數的汽車油底殼主要為沖壓成型的鋼制油底殼或壓鑄成型的鋁合金油底殼,但也有部分企業開始應用玻纖復合材料。
玻纖增強復合材料的密度比鋼材和鋁合金的密度都要小,所以能夠有效降低零部件的質量,而且通過注塑成型可以實現收集器、機油濾清器及機油擋板等的集成,進一步減少空間占用、生產制造費用和裝配費用。從汽車輕量化的角度出發,與鑄鋁油底殼相比,結構優化后的玻纖增強復合材料注塑成型油底殼的質量降低了37.16%,實現了輕量化設計。
另外,氣歧管塑料化也是汽車輕量化的要求。塑料進氣歧管不僅質輕,而且由于內壁光滑,可改進氣體流動性,提高氣體流量,進氣效率高,隔熱效果好,因而能提高發動機性能和燃料利用率。由于焊接技術的提高,可制作從簡單到復雜的塑料進氣歧管,把復雜的進氣歧管分片注塑成型,利用振動摩擦焊接組焊成型。分片注塑結構工藝優化,可降低模具成本,避免注塑制品缺陷,提高制品性能。
四、結語
發動機輕量化是一個復雜的系統工程,它涉及到從設計到材料,再到工藝等多個方面。相對整車輕量化來講,發動機輕量化要求更高,實施起來更加困難。不僅如此,發動機零件眾多,特別是排放升級,發動機增加了一些必要的外附件,每增加一個部件都會增加發動機的自重。因此,發動機輕量化會面臨更多的挑戰。



